Practical Process Control
Proven Methods and Best Practices for Automatic PID Control
I. Modern Control is Based on Process Dynamic Behavior (by Doug Cooper)
1) Fundamental Principles of Process Control
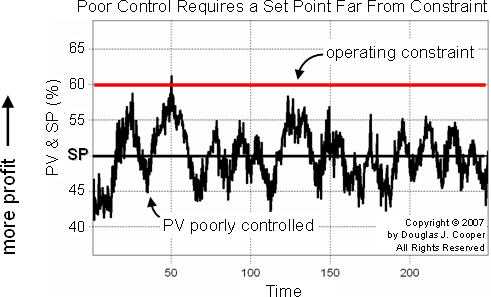
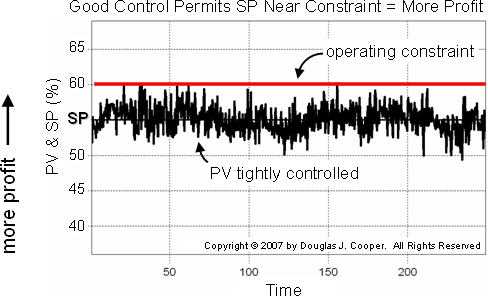
- Motivation and Terminology of Automatic Process Control
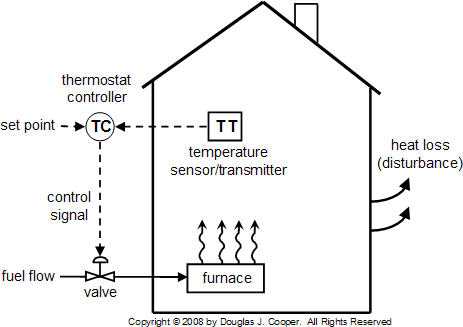
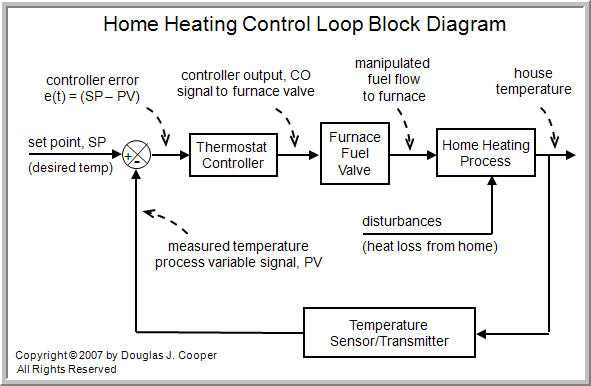
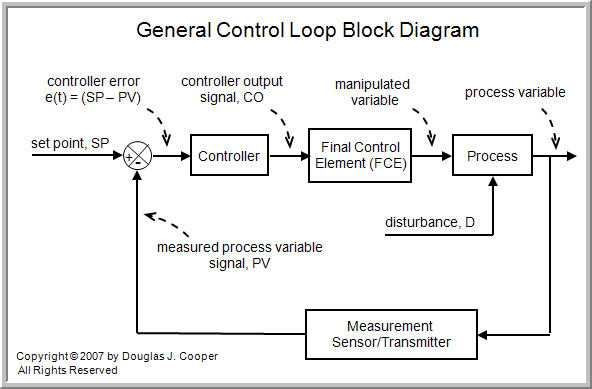
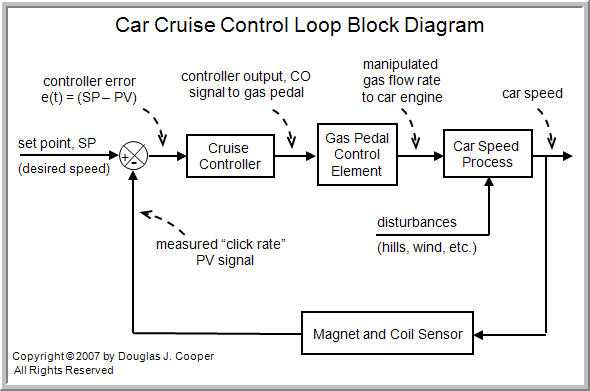
- The Components of a Control Loop
- Process Data, Dynamic Modeling and a Recipe for Profitable Control
- Sample Time Impacts Controller Performance
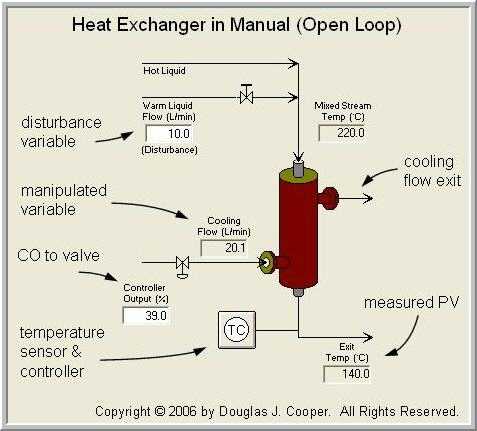
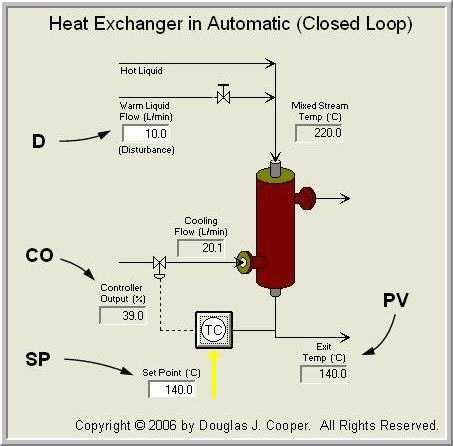
2) Graphical Modeling of Process Dynamics: Heat Exchanger Case Study
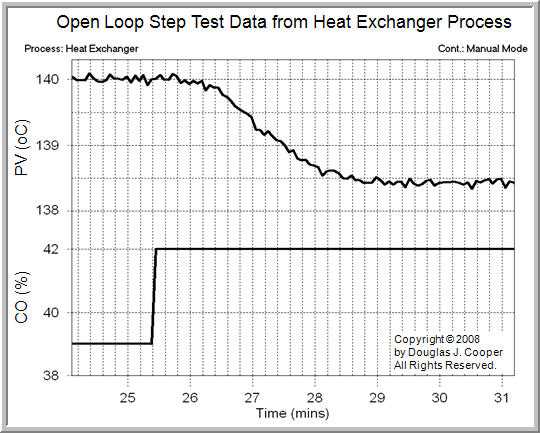
- Step Test Data From the Heat Exchanger Process
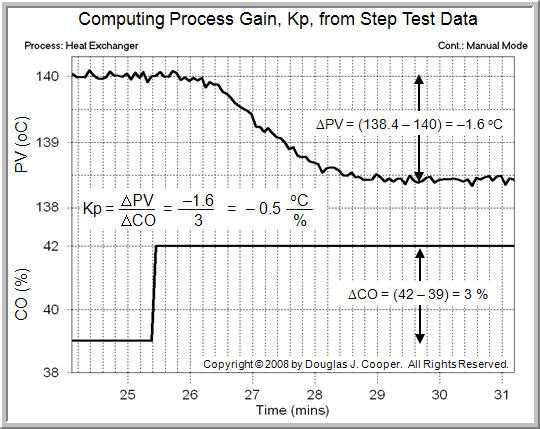
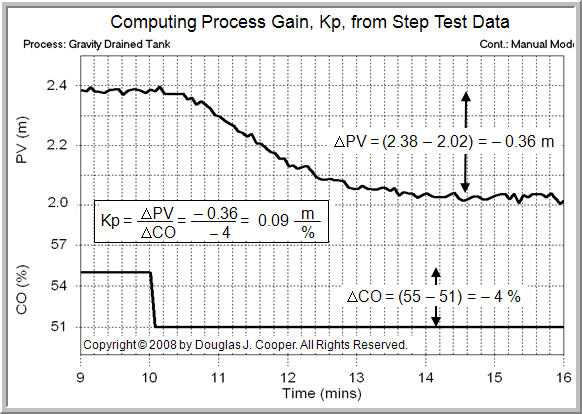
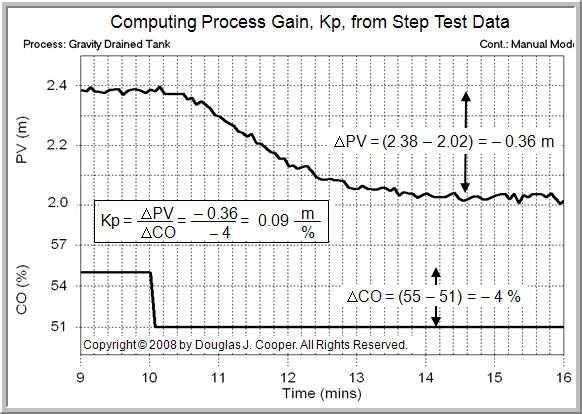
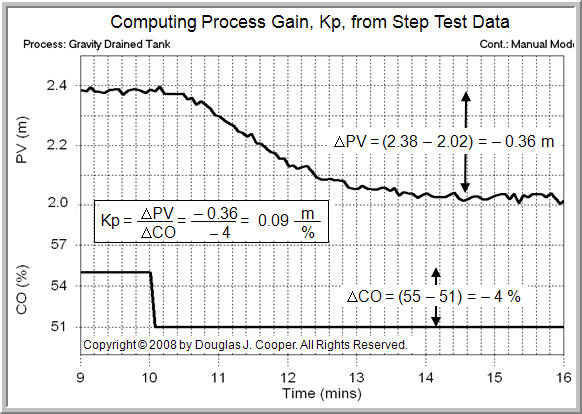
- Process Gain is the “How Far” Variable
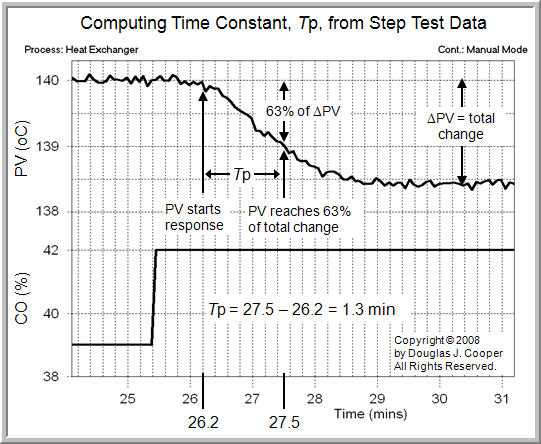
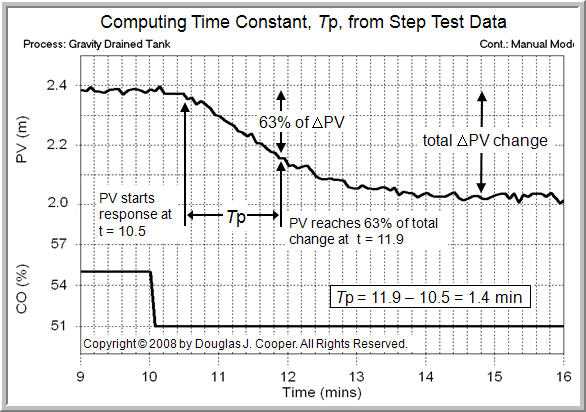
- Process Time Constant is the “How Fast” Variable
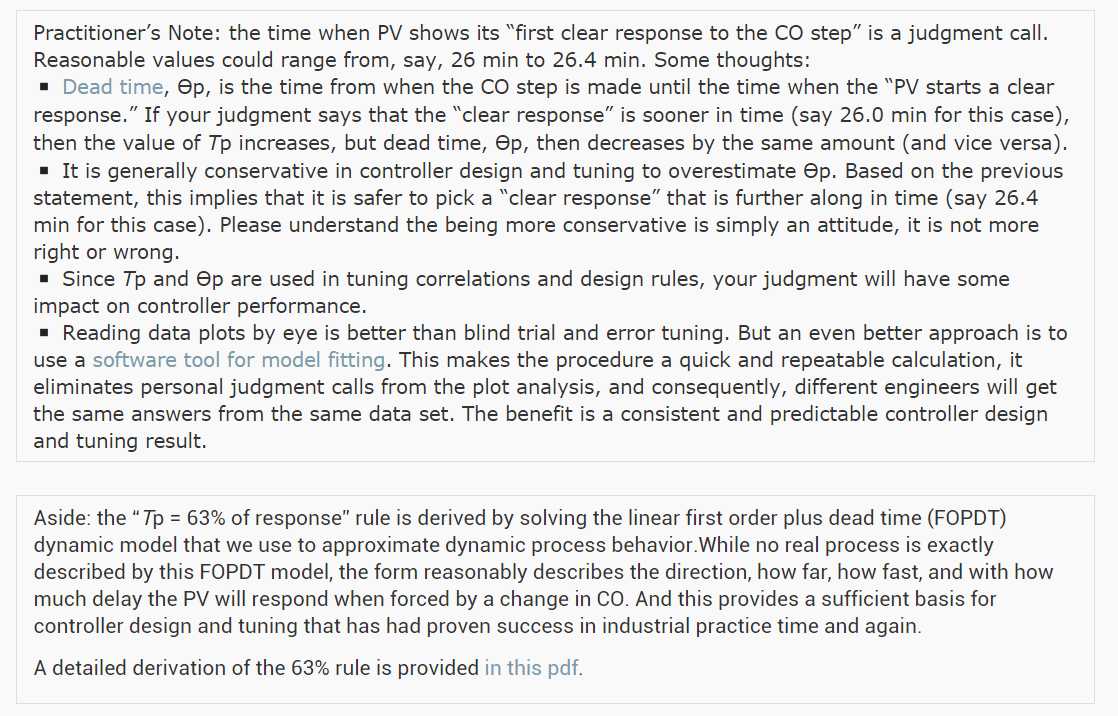
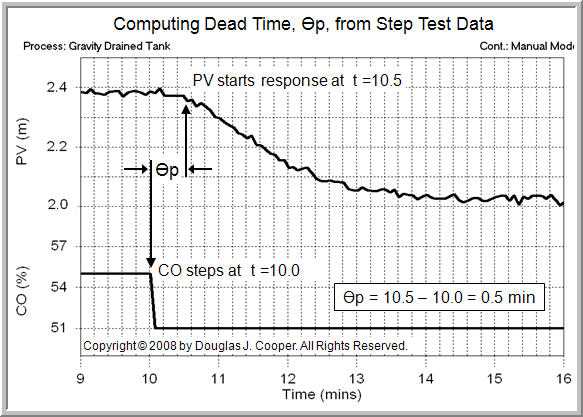
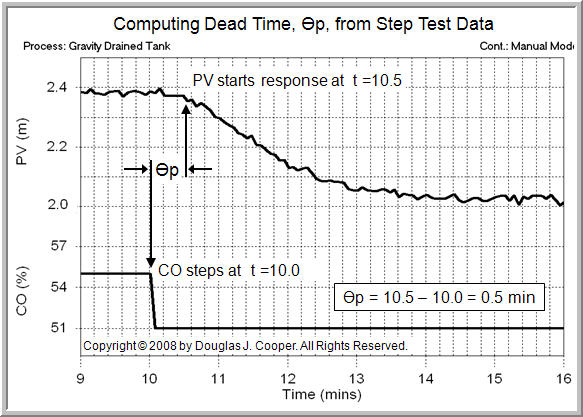
- Dead Time is the “How Much Delay” Variable
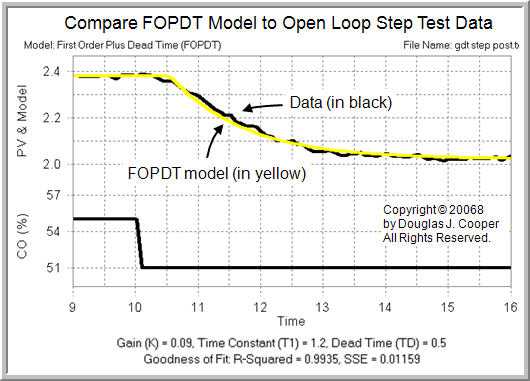
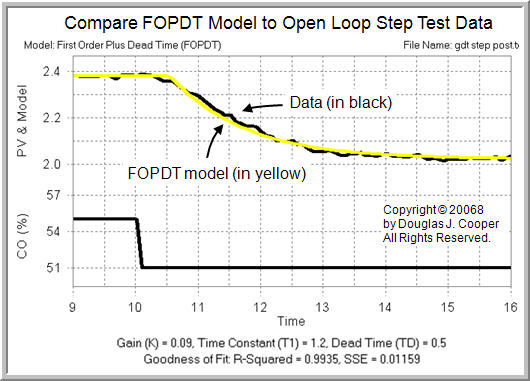
- Validating Our Heat Exchanger Process FOPDT Model
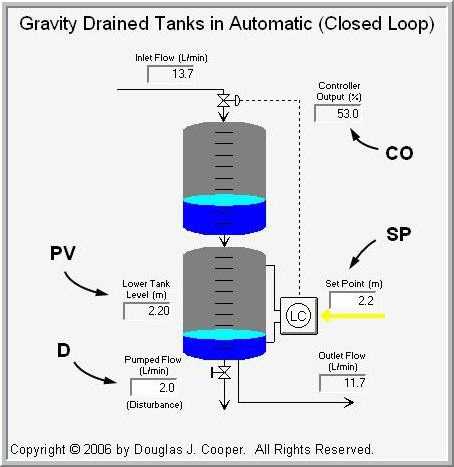
3) Modeling Process Dynamics: Gravity Drained Tanks Case Study
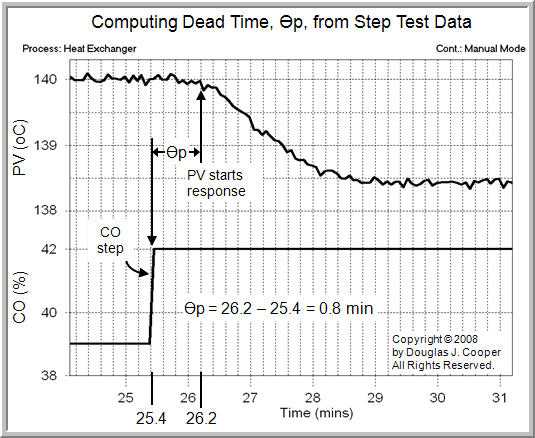
- The Gravity Drained Tanks Process
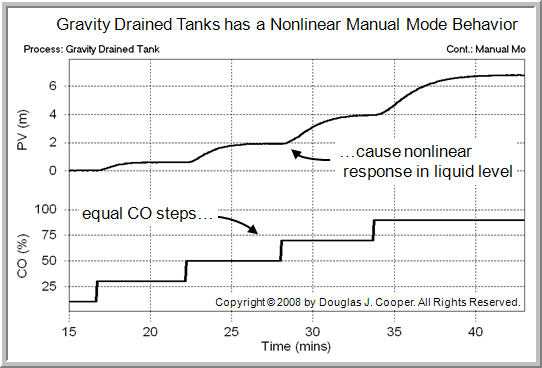
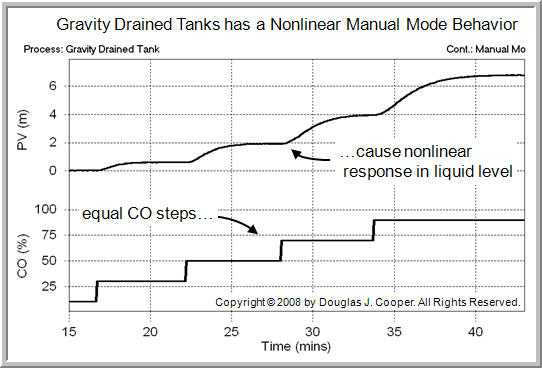
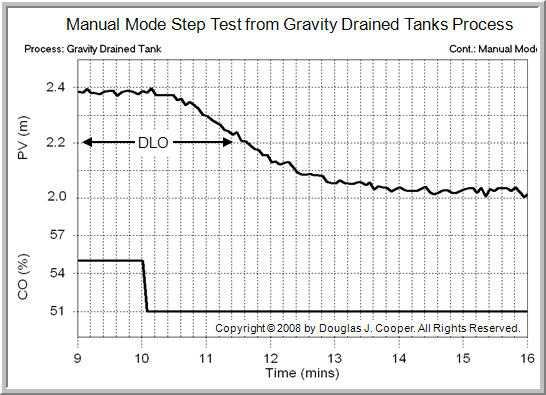
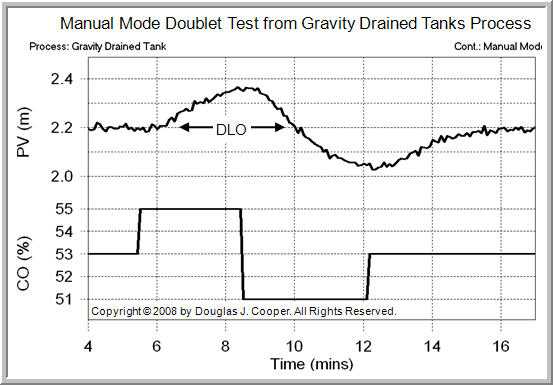
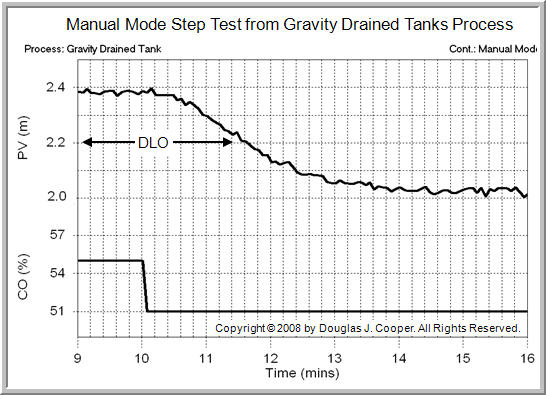
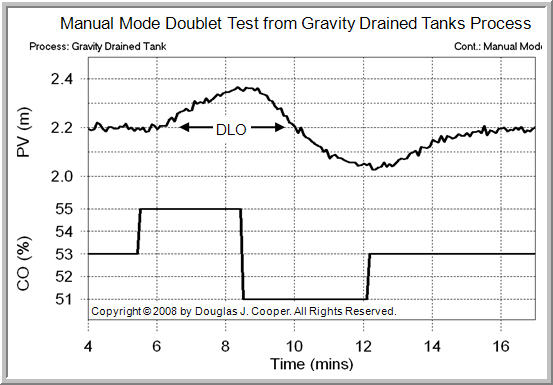
- Dynamic “Bump” Testing of the Gravity Drained Tanks Process
- Graphical Modeling of Gravity Drained Tanks Step Test
- Modeling Gravity Drained Tanks Data Using Software
4) Software Modeling of Process Dynamics: Jacketed Stirred Reactor Case Study
- Design Level of Operation for the Jacketed Stirred Reactor Process
- Modeling the Dynamics of the Jacketed Stirred Reactor with Software
- Exploring the FOPDT Model With a Parameter Sensitivity Study
II. PID Controller Design and Tuning (by Doug Cooper)
5) Process Control Preliminarie
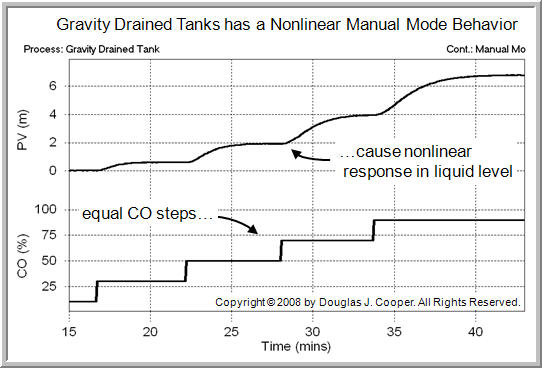
- Design and Tuning Recipe Must Consider Nonlinear Process Behavior
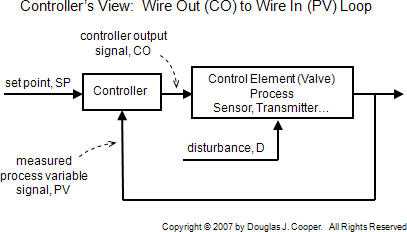
- A Controller’s “Process” Goes From Wire Out to Wire In
- The Normal or Standard PID Algorithm
6) Proportional Control – The Simplest PID Controller
- The P-Only Control Algorithm
- P-Only Control of the Heat Exchanger Shows Offset
- P-Only Disturbance Rejection of the Gravity Drained Tanks
7) Caution: Pay Attention to Units and Scaling
8) Integral Action and PI Control
- Integral Action and PI Control
- PI Control of the Heat Exchanger
- PI Disturbance Rejection of the Gravity Drained Tanks
- The Challenge of Interacting Tuning Parameters
- PI Disturbance Rejection in the Jacketed Stirred Reactor
- Integral (Reset) Windup, Jacketing Logic and the Velocity PI Form
9) Derivative Action and PID Control
- PID Control and Derivative on Measurement
- The Chaos of Commercial PID Control
- PID Control of the Heat Exchanger
- Measurement Noise Degrades Derivative Action
- PID Disturbance Rejection of the Gravity Drained Tanks
10) Signal Filters and the PID with Controller Output Filter Algorithm
- Using Signal Filters In Our PID Loop
- PID with Controller Output (CO) Filter
- PID with CO Filter Control of the Heat Exchanger
- PID with CO Filter Disturbance Rejection in the Jacketed Stirred Reactor
III. Additional PID Design and Tuning Concepts (by Doug Cooper)
11) Exploring Deeper: Sample Time, Parameter Scheduling, Plant-Wide Control
- Sample Time is a Fundamental Design and Tuning Specification
- Parameter Scheduling and Adaptive Control of Nonlinear Processes
- Plant-Wide Control Requires a Strong PID Foundation
12) Controller Tuning Using Closed-Loop (Automatic Mode) Data
- Ziegler-Nichols Closed-Loop Method a Poor Choice for Production Processes
- Controller Tuning Using Set Point Driven Data
- Do Not Use Disturbance Driven Data for Controller Tuning
13) Evaluating Controller Performance
IV. Control of Integrating Processes (by Doug Cooper & Bob Rice)
14) Integrating (Non-Self Regulating) Processes
- Recognizing Integrating (Non-Self Regulating) Process Behavior
- A Design and Tuning Recipe for Integrating Processes
- Analyzing Pumped Tank Dynamics with a FOPDT Integrating Model
- PI Control of the Integrating Pumped Tank Process
V. Advanced Classical Control Architectures (by Doug Cooper & Allen Houtz)
15) Cascade Control For Improved Disturbance Rejection
- The Cascade Control Architecture
- An Implementation Recipe for Cascade Control
- A Cascade Control Architecture for the Jacketed Stirred Reactor
- Cascade Disturbance Rejection in the Jacketed Stirred Reactor
16) Feed Forward with Feedback Trim For Improved Disturbance Rejection
- The Feed Forward Controller
- Feed Forward Uses Models Within the Controller Architecture
- Static Feed Forward and Disturbance Rejection in the Jacketed Reactor
17) Ratio, Override and Cross-Limiting Control
- The Ratio Control Architecture
- Ratio Control and Metered-Air Combustion Processes
- Override (Select) Elements and Their Use in Ratio Control
- Ratio with Cross-Limiting Override Control of a Combustion Process
18) Cascade, Feed Forward and Three-Element Control
- Cascade, Feed Forward and Steam Boiler Level Control
- Dynamic Shrink/Swell and Steam Boiler Level Control
VI. Process Applications in Control
19) Distillation Column Control (by Jim Riggs)
- Introduction to Distillation Column Control
- Major Disturbances & First-Level Distillation Column Control
- Inferential Temperature & Single-Ended Column Control
- Dual Composition Control & Constraint Distillation Column Control
20) Discrete Time Modeling of Dynamic Systems (by Peter Nachtwey)
21) Fuzzy Logic and Process Control (by Fred Thomassom)








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}