首页
Web开发
Windows程序
编程语言
数据库
移动开发
系统相关
微信
其他好文
会员
首页
>
其他好文
> 详细
PCB设计时需考虑哪些可制造性问题?
时间:
2020-01-04 00:47:44
阅读:
125
评论:
0
收藏:
0
[点我收藏+]
标签:
应用
很多
定位
制作
自动化
产品
速度
复杂
图片
PCB设计的可制造性分为两类:
一是指生产印制电路板的加工工艺性;
二是指电路及结构上的元器件和印制电路板的装联工艺性。
对生产印制电路板的加工工艺性,一般的PCB制作厂家,由于受其制造能力的影响,会非常详细的给设计人员提供相关的要求,在实际中相对应用情况较好。而根据笔者的了解,真正在实际中没有受到足够重视的,是第二类,即面向电子装联的可制造性设计。
本文的重点也在于描述在PCB设计的阶段,设计者必需考虑的可制造性问题。
01恰当的选择组装方式及元件布局
组装方式的选择及元件布局是PCB可制造性一个非常重要的方面,对装联效率及成本、产品质量影响极大,而实际上笔者接触过相当多的PCB,在一些很基本的原则方面考虑也尚有欠缺。
选择合适的组装方式
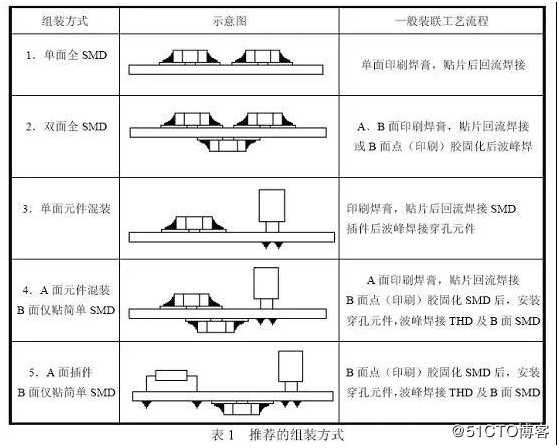
通常针对PCB不同的装联密度,推荐的组装方式有以下几种:
通常针对PCB不同的装联密度,推荐的组装方作为一名电路设计工程师,应该对所设计PCB的装联工序流程有一个正确的认识,这样就可以避免犯一些原则性的错误。在选择组装方式时,除考虑PCB的组装密度,布线的难易外,必须还要根据此组装方式的典型工艺流程,考虑到企业本身的工艺设备水平。倘若本企业没有较好的波峰焊€€接工艺,那么选择上表中的第五种组装方式可能会给自己带来很大的麻烦。
另外值得注意的一点是,若计划对焊接面实施波峰焊接工艺,应避免焊接面上布置有少数几个SMD而造成工艺复杂化。
元器件布局
PCB上元器件的布局对生产效率和成本有相当重要的影响,是衡量PCB设计的可装联性的重要指标。一般来讲,元器件尽可能均匀地、有规则地、整齐排列,并按相同方向、极性分布排列。有规则的排列方便检查,有利于提高贴片/插件速度,均匀分布利于散热和焊接工艺的优化。
另一方面,为简化工艺流程,PCB设计者始终都要清楚,在PCB的任一面,只能采用回流焊接和波峰焊接中的一种群焊工艺。这点在组装密度较大、PCB的焊接面必须分布较多贴片元器件时,尤其值得注意。设计者要考虑对焊接面上的贴装元件使用何种群焊工艺,最为优选的是使用贴片固化后的波峰焊工艺,可以同时对元件面上的穿孔器件的引脚进行焊接;但波峰焊接贴片元件有相对严格的约束,只能焊接0603及以上尺寸的片式阻容、SOT、SOIC(引脚间距≥1mm且高度小于2.0mm)。
分布在焊接面的元器件,引脚的方向宜垂直于波峰焊接时PCB的传送方向,以保证元器件两边的焊端或引线同时被浸焊,相邻元件间的排列次序和间距也应满足波峰焊接的要求以避免“遮蔽效应”,如图1。当采用波峰焊接SOIC等多脚元件时,应于锡流方向最后两个(每边各1)焊脚处设置窃锡焊盘,防止连焊。
02PCB上必须布置用于自动化生产的夹持边、定位标记、工艺定位孔
目前电子装联是自动化程度最高的行业之一,生产所使用的自动化设备均要求自动传送PCB,这样便要求在PCB的传送方向(一般为长边方向)上,上下各有一条不小于3-5mm宽的夹持边,以利于自动传送,避免靠近板子边缘的元器件由于夹持无法自动装联。
定位标记的作用在于对于目前广泛使用光学定位的装联设备,需要PCB提供至少两到三个定位标记,以供光学识别系统对PCB进行准确定位并校正PCB的加工误差。通常所使用的定位标记中,有两个标记必须分布在PCB的对角线上。定位标记的选择一般使用实心圆焊盘等标准图形,为便于识别,在标记周围应该有一块没有其它电路特征或标记的空旷区,尺寸最好不小于标记的直径,标记距离板子边缘应在5mm以上。
03合理使用拼板,提高生产效率和柔性
在对外形尺寸较小或外形不规则的PCB进行装联时,会受到很多限制,所以一般采用拼板的方式来使几个小的PCB拼接成合适尺寸的PCB进行装联,如图5。一般单边尺寸小于150mm的PCB,都可以考虑采用拼板方式,通过两拼、三拼、四拼等,将大PCB的尺寸拼至合适的加工范围,通常宽150mm~250mm,长250mm~350mm的PCB是自动化装联中比较合适的尺寸。
PCB设计时需考虑哪些可制造性问题?
标签:
应用
很多
定位
制作
自动化
产品
速度
复杂
图片
原文地址:https://blog.51cto.com/14507444/2464176
踩
(
0
)
赞
(
0
)
举报
评论
一句话评论(
0
)
登录后才能评论!
分享档案
更多>
2021年07月29日 (22)
2021年07月28日 (40)
2021年07月27日 (32)
2021年07月26日 (79)
2021年07月23日 (29)
2021年07月22日 (30)
2021年07月21日 (42)
2021年07月20日 (16)
2021年07月19日 (90)
2021年07月16日 (35)
周排行
更多
分布式事务
2021-07-29
OpenStack云平台命令行登录账户
2021-07-29
getLastRowNum()与getLastCellNum()/getPhysicalNumberOfRows()与getPhysicalNumberOfCells()
2021-07-29
【K8s概念】CSI 卷克隆
2021-07-29
vue3.0使用ant-design-vue进行按需加载原来这么简单
2021-07-29
stack栈
2021-07-29
抽奖动画 - 大转盘抽奖
2021-07-29
PPT写作技巧
2021-07-29
003-核心技术-IO模型-NIO-基于NIO群聊示例
2021-07-29
Bootstrap组件2
2021-07-29
友情链接
兰亭集智
国之画
百度统计
站长统计
阿里云
chrome插件
新版天听网
关于我们
-
联系我们
-
留言反馈
© 2014
mamicode.com
版权所有 联系我们:gaon5@hotmail.com
迷上了代码!